
JIUYUAN
20+ JAARODM & OEM
Elektries en meganies
20+ JAARODM & OEM
Elektries en meganies

Kategorieë
Onlangse plasings
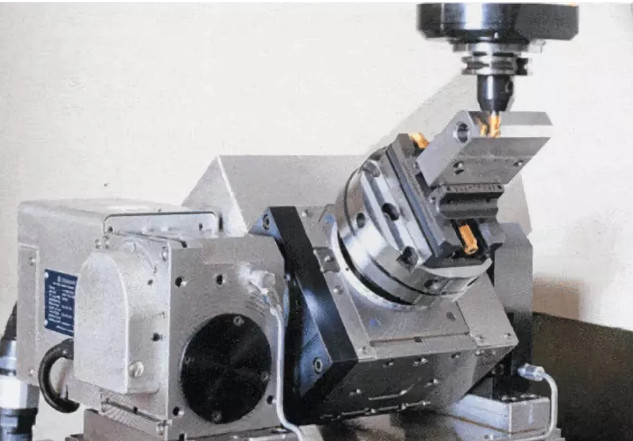
Sentrum gereedskap belyning stappe virCNC bewerking dele
Neem die middel van die artefak as 'n voorbeeld.
Werkstukspil van 1, snyer wat deur die artefakte gelaat word, onthou die X-waarde, mes, na regs van artefakte geskuif, aan die regterkant, onthou die X-waarde, die twee X-waarde, gemiddeld, aangeteken in G54 X 2 hoofas word gedraai op, die voorkant van die snyer op die werkstuk, onthou Y-waarde, mes, geskuif na die agterkant van die werkstuk, naby die agterkant, onthou die Y-waarde, die twee Y-waarde, gemiddeld, teken aan in die G54 Y 3 hoofas aangeskakel is, hang af van die oppervlak van werkstuk, onthou stadig met die freessnyer Z-waarde, sit dit in G54 Z. Die G92-instruksie word gebruik om die werkstukkoördinaatstelsel vas te stel, wat afhang van die huidige posisie van die gereedskap.
Die toepassingsformaat van hierdie instruksie is G92 X_Y_Z_, wat beteken dat die koördinaatwaarde van die gereedskap se huidige posisie in die werkstukkoördinaatstelsel (X_,Y_,Z_ is).
(1) 'n Leeswaarde M1 word verkry wanneer 'n freesnyer gebruik word om die werkstukkontoer in die X-rigting te kontak, en dan word die spil na die ander kant van die werkstukkontoer in die X-rigting geskuif om die twee grade M2 te kontak.Tik M=M2-M1 op die gereedskapkomplementmetingsbladsy in.
(2) 'n Leeswaarde N1 word verkry deur die werkstukkontoer met 'n frees in die Z-rigting te kontak.Beweeg dan die spil om die ander kant van die werkstukkontoer in die Z-rigting te kontak om twee grade N2 te verkry.Voer N= mn2-n1 in op die gereedskapkomplementmetingbladsy.Wil jy UG-programmering leer kan klein MAKE-up QQ: 770573829 kry leermateriaal en kursusse.
Die doel van snyer tot snyer is om die ruimtelike posisieverhouding tussen die werkstukkoördinaatstelsel en die masjiengereedskapkoördinaatstelsel deur die snyer of werktuig na die werktuig te bepaal, en om die werktuigdata na die ooreenstemmende stoorplek in te voer. Dit is die belangrikste bewerkingsinhoud in nc-bewerking, die akkuraatheid daarvan sal die bewerkingsakkuraatheid van onderdele direk beïnvloed. Die mesinstellingsbewerking word in X-, Y- en Z-rigting verdeel.
JIUYUAN het twee verdiepings vir CNC-bewerkingswerkswinkel wat 3000 vierkante meter beslaan en ons eie geanodiseerde fabriek gebou vir aluminium CNC-bewerkte onderdele.
CNC-werkswinkel het 20 stelle 4-as CNC-bewerkingsentrum, 12 stelle 3-as CNC-masjiene, 18 stelle boormasjiene en 10 stelle draaibankmasjiene.
Ons het voordeel op aluminium CNC bewerkingsonderdele,geanodiseerde CNC-bewerkingsonderdele,staal CNC bewerkingsonderdele,plastiek CNC-bewerkingsonderdele,verskeidenheid presisie CNC-bewerkingsonderdele.
tel:+8613267205630
Whatsapp:13267205630
E-pos:emily@jiuyuan999.com
Skype:emilymoonjiang






